Igen
Hej Andersbrink...
En gång till då:
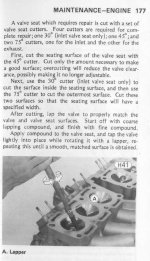
Att fräsa sätet, och få till alla rätta vinklar gör du, i ditt fall med din Mirrafräs, andra med helt vanliga ventilskär.
Eller också så sätter du i dina nya ventiler som du måste byta av nån anledning....
Det är det första jobbet!
Det andra jobbet man gör för att få ventilen tät är att slipa in TÄTytan...Du kan sitta i månader o slipa utan att ändra nån vinkel!
Som i mitt första svar: Du slipar alltså bara tills du fått en jämn grå yta på själva tätningsytan...först då är ventilen tät!
TÄTytan ska alltså ha på miljondelen SAMMA vinkel både på ventilen som sätet vilket man aldrig kan göra med fräsar.TÄTytan ska alltså bara vara c:a 1-1,5 millimeter bred.
Dock...Själva fräsningen/tillverkningen av sätesvinklarna gör man med Mirrafräsen.
Detta är ett standardjobb sen 100 år och bland det första man får lära sig om man ska bli bil eller hojmek.
Om det skulle vara så att du skulle kunna "nöta" in en ventil på kort tid så har du stora problem.
Idag behövs inte sätes eller ventiljobb göras i normalfallet under en motors livslängd pga att materialen blivit så mycket bättre.Alltså...Det SKA inte, om allt är rätt, finnas nån materialdeformering överhuvudtaget...(i alla fall i teorin..*ler*.)
I dom flesta fallen är det faktiskt så också...se tex på dagens bilar...Hur många gånger har du lämnat in bilen för att slipa ventilerna?För 30-40 år sen ingick det i servicen!
Dock har det funnits nåra motorer med materialfel som tex dom första Gpz900

rna....O sen finns det ju annat som kan hända som tex övervarvning som ju kan ge en hel del jobb...
Ha det


 ).. Hur kan man se på sätena om dom behöver fräsas eller inte? Kostar lite pluring att få dem frästa antar jag?
).. Hur kan man se på sätena om dom behöver fräsas eller inte? Kostar lite pluring att få dem frästa antar jag?